
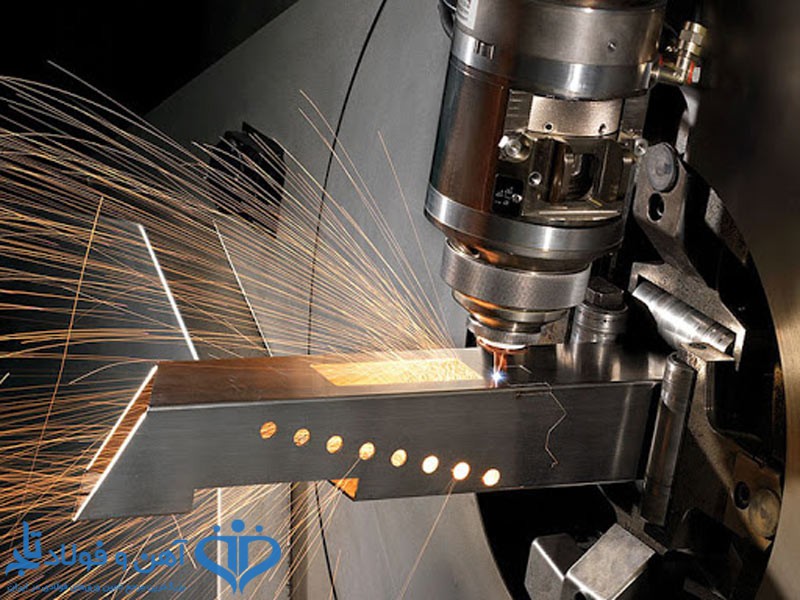
در واقع دستگاه برش لیزر که مخصوص لوله و پروفیل استفاده میشود از طریق لیزر پرتوان که دارای ویژگی برش دادن انواع لولههای فلزی از قبیل استیل، طلا، آهن، آلومینیوم، نقره، نیکل و مس دارد. از این دستگاه در صنایع مختلفی مانند قطعهسازی، کابین سازی، خودروسازی، صنایع نظامی و هوافضا بیشترین کاربرد و استفاده را دارد.
همچنین این دستگاه به دلیل داشتن قابلیت برش در سرعت بالا که حداقل ناحیه HAZ، برش فلزات رنگین، عرض برش کم با حداقل هزینهی تعمیر و نگهداری در مقایسه با سایر روشهای برش از قبیل مزایای برش لیزر لوله است. نازل لیزر دارای قابلیت سیستم حرکتی به صورت خودکار میباشد. هنگامی که نقطه کانونی به خوبی حفظ شود عملیات برش لیزر لوله به طور کامل با دقت و سرعت بالا انجام میشود همچنین میتواند باعث ثابت عرضی برش را نیز تضمین میکند برش را در سطح بالایی انجام میدهد.
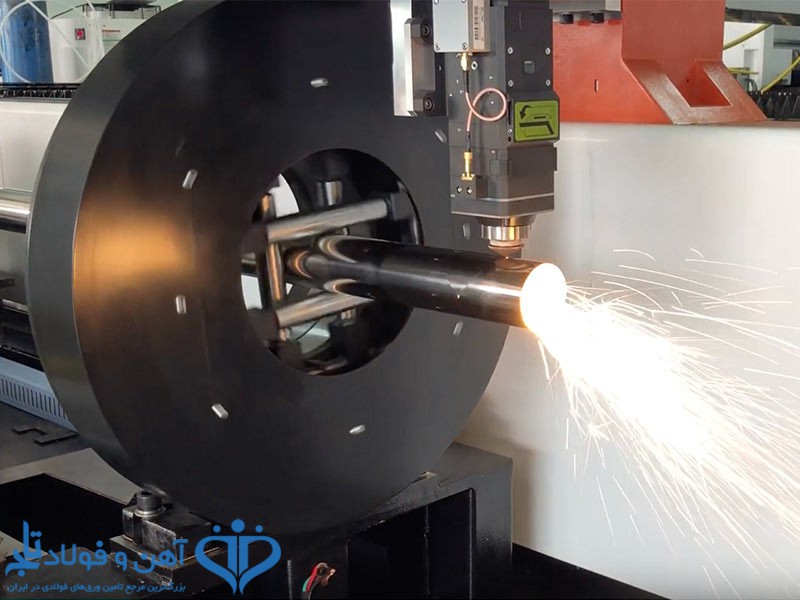
با توجه به اینکه برش لیزر لوله دارای روتاری ست شده با دستگاه است اما به دلیل داشتن قابلیت انواع اشکال هندسی بر روی لوله و پروفیل فلزی نقش میبندد. دستگاه برش لیزر فلزات قادر است برش لوله و میله را کاملا صاف و عریب با ظرافت و زیبایی بینظیر همچنین با سرعت بالا به خوبی انجام دهد.
دستگاه برش لیزر لوله یکی از بروزترین فناوریهای روز دنیا است که با سرعت بالا در کنار ظرافت و تمیزی ویژهای انجام میدهد از سوی دیگر امروزه با افزایش هزینههای مصرف برق، کمتر استفاده کردن از تکنولوژی برش لیزر بسیار حائز اهمیت است که مصرف برق این خودروها بسیار کمتر از دستگاههای مکانیکی قدیمی میباشد.

مزیتهای دستگاه برش لیزر لوله و پروفیل
برش دادن لولهها و انواع پروفیل توسط دستگاه برش لیزر دارای ویژگیهای زیادی است که میتوان به خلاقیت در طراحی، ایجاد طرحهای پیچیده، افزایش سرعت، انعطافپذیری، ایجاد طرحهای پیچیده،کیفیت بالا لبه برش، دقت بالا، حداقل ضایعات و پرتی، دقت یکسان در برشهای تکراری، عدم ایجاد تغییرات در شکل فلز، تولید همزمان قطعاتی با ضخامت یکسان به صورت همزمان و از بین بردن چند مرحلهای فرایند تولید قطعات، انجام برش به شکل سری و توجه و دقت بالا در برشهای تکراری را میتوان اشاره کرد.
از فاکتورهای لیزر برش لوله دقت، سرعت و ظرافت است در واقع کیفیت یکسان برش در کلیه نقاط کار آن به بهترین و کاربردیترین روش برش لیزر لوله تبدیل کرده است. این دستگاه دارای روتاری ویژهی برش لوله و پروفیل در سایزهای مختلف 3 و 6 متری ارائه میشود.
مهمترین بخشهای برش لیزر لوله و پروفیل
مهمترین بخشهای برش لیزر لوله و پروفیل عبارت است از:
- تولید پلیسه
- کرف
- زاویه کونیک
- صافی سطح
در ادامه هر یک از موارد فوق را بررسی خواهیم کرد.
1. تولید پلیسه
در واقع هر چه تعداد پلیسه تولید شده بعد از برش کمتر باشد کیفیت نهایی بهتر خواهد شد در این صورت نیاز به فرایند ماشین کاری ثانویه نیز کمتر خواهد شد.
2. کرف
یکی از کوچکترین شعاعهای قابل برش هر قطعه است که وابسته به ضخامت ورق میباشد که بهتر است در طراحی به این مورد توجه ویژه شود. برای نمونه گوشههای بسیار تیز باید Rای حداقل معادل با کرف داشته باشد. حداقل سوراخهای ایجاد شده در ورقهای فلزی بستگی به ضخامت ورق دارد. واضح است که هر چه کرف دستگاه پایین باشد قابلیت برش کانتورهای پیچیدهتر و دندههای ریز ضخیم، بیشتر میشود.
3. زاویه کونیک
منظور از زاویه کونیک تغییر قطر سوراخ در ضخامت برش است.
4. صافی سطح
یکی از اصلیترین فاکتورها در برش صافی سطح و عدم اکسید شدن میباشد که با ادغام کردن فناوریهای مختلف و تنظیم صحیح و با دقت فاکتورهای کنترلی مانند نوع گاز، سرعت برش، فشار گاز و تنظیم توان اشعه لیزر ایجاد میگردد.
نحوهی کار کردن برش لیزر
دستگاه برش لیزر به این صورت عمل میکند که توسط یک منبع توان بالا، که جریانی از الکترونها تشکیل شده است. این دستگاه جریان الکترون را متمرکز میکند و از طریق اشعه لیزر به سطح قطعه تابیده میشود. اشعه لیزر بعد از برخورد به قطعه به علت افزایش انرژی که دارد باعث گرم شدن و در نتیجه ذوب شدن محل مورد نظر میگردد.
مواد ذوب شده توسط گاز اکسیژن یا نیتروژن از محل برش دور میشوند. با کمک گرفتن از گاز اکسیژن به برشکاری کمک میکند و سرعت فرآیند را نیز بالا میبرد، اما کیفیت سطحی این نوع برش در مقایسه با زمانی که از گاز نیتروژن استفاده میشود خیلی کمتر است. گاز نیتروژن از دقت و کیفیت بسیار بالایی برخوردار است، اما از سوی دیگر برای قطعات آهنی که دارای ضخامت بالایی است، کاربردی ندارد.
تفاوت برش لیزر آهن با برش پلاسما
برش پلاسما مشابه برش لیزری از روشهای برشکاری فولاد و دیگر فلزات است. در واقع در برش پلاسما گاز با سرعت بسیار بالا از یک نازل دمیده میشود سپس در همان لحظه یک قوس الکتریکی به آن اعمال میشود و گاز به شکل پلاسما در میآید. در نهایت سطح قطعه خیلی گرم میشود تا جایی که حتی منجر به ذوب شدن قطعه میگردد و مذاب از طریق گاز اعمال شده از سطح برش دور میشود.
از دیگر تفاوتهایی که بین دستگاه برش لیزر آهن با برش پلاسما است انرژی برش لیزر آهن خیلی کمتر از پلاسما است اما از دقت بسیار بالایی نیز برخوردار است. انرژی کمتر موجب شده است که برشکاری با دستگاه برش لیزر در ضخامت کمتری انجام شود همچنین این دستگاه برای قطعاتی که ضخامت زیادی دارند کاربرد چندانی ندارد. توسعه و پیشرفتهایی که در حوزه طراحی دستگاه برش لیزر ایجاد شده است باعث شده دستگاههای جدیدتری با انرژی بیشتری تولید شوند، اما با توجه به اینکه هزینه تولید این دستگاهها بیشتر از برش پلاسما است.
در حال حاضر برش لیزر آهن به علت ویژگیها و کاربردهای مختلف مطرح شده بسیار مورد توجه است.


دیدگاه خود را ثبت کنید
میخواهید به بحث بپیوندید؟مشارکت رایگان.