موارد متعددی مثل هزینه، دقت و تلرانس برش و موارد قابل مقایسه دیگر، باعث میشود تا برشکاری ورق به راحتی انجام گیرد. به عنوان مثال امروزه از لیزر برای برش انواع ورقهای فولادی استفاده میشود، به این دلیل که دقت، کیفیت و سرعت کار افزایش مییابد.
در روش برش با لیزر، ابتدا یک پرتو با موج مشخص و به صورت متمرکز در ناحیهای از ورق فولادی تابانده میشود تا با گرم کردن منطقه مورد نظر، برش انجام شود که این باعث جدا شدن قطعه از بخش بزرگتر میشود. ویژگیهایی که برشکاری حرارتی فراهم میکند باعث شده تا این روش بیش از پیش در صنایع مختلف مورد استفاده قرار گیرد.
مهمترین روشها در برشکاری ورق شامل لیزر، پلاسما، قالبهای برش، جت سیال، فرز، التراسونیک و موارد دیگری است که هر یک ویژگیهای خاص خود را دارند.
برشکاری لیزر چه ویژگیهایی دارد؟
با توجه به عملکرد و کاربرد لیزر، میتوان گفت که این شیوه برای برش ورق بسیار مناسب است. با توجه به اینکه پرتو نور در سرعت بالا به قطعات تابانده میشود، میتوان گفت که این یکی از سریعترین روشهای برشکاری به شمار میآید. به کمک سیستمهای کنترل کامپیوتر، به راحتی میتوانید شیوه برش را با قطعه تطبیق دهید.
ابزار در طی این فرایند دچار سایش نمیشود و برعکس دستگاههای فرز آلودگی صوتی کمتری دارند. شما نیازی به گیره برای بستن قطعه کار ندارید و فرایند برش را میتوانید به راحتی انجام دهید.
خوبی این روش این است که میتوان چند لایه ورق فولادی را روی هم قرار داد و به شکل تودهای نیز برشکاری را انجام داد. هر چند لازم است به این نکته توجه شود که ورقها به هم جوش نخورده باشند. طیف وسیعی از مواد در این روش قابلیت برش دارند. ممکن است قطعات رسانا، شکننده، سخت و یا ترد و منعطف باشند. علاوه بر آن بسته به ماده به کار رفته در ساخت قطعه، مثل فولاد، آلومینیوم یا مس نیاز به زمان و درجه حرارت متفاوتی خواهد بود.

مزایای برش لیزر چیست؟
شیاری که در برش به این روش ایجاد میشود، باریک و تمیزتر از سایر روشها میباشد و این از اتلاف دما جلوگیری میکند. در بسیاری از روشهای برشکاری شما پس از اتمام کار، برادههای قطعات را مشاهده میکنید در حالی که در برش لیزر این اتفاق کمتر رخ میدهد.
برعکس برش ورق با برخی از دستگاهها و ماشین آلات، لبه قطعه دچار اعوجاج و یا لبههای تیز نیست در نتیجه به ماشینکاری نیاز نخواهد بود. از دیگر مزایای مهم پرتو لیزر این است که میتوانید عمق برش را به راحتی تعیین کنید. هر چند میزان خروجی و توان پرتو نیز میتواند در این امر تاثیرگذار باشد.
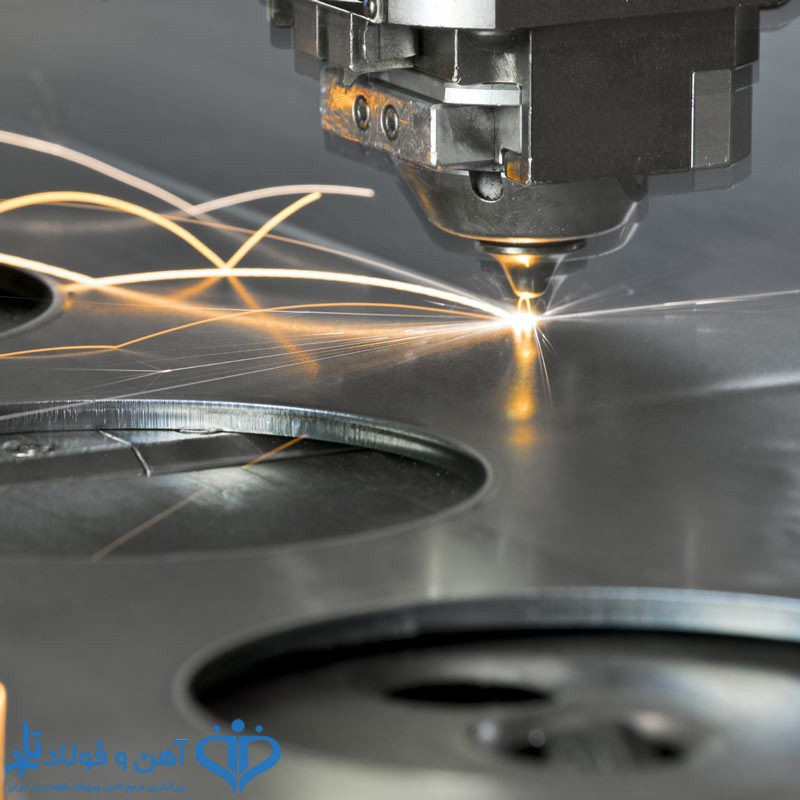
برشکاری با لیزر چگونه انجام میشود؟
در برش ورق به این سبک، یک اشعه متمرکز لیزر را که حرارت بالایی دارد، برای ذوب کردن یک منطقه مورد نظر به قطعه میتابانند. علاوه بر آن وجود جت گاز باعث میشود تا محل برش قطعه تمیزتر شده و با حرکت پرتو گرمایی لیزر برش پیوسته و یکسانی ایجاد شود.
گاز آرگون و یا اکسیژن برای خروج مذاب از شیار برش ورق به کار گرفته میشوند تا سرعت کار افزایش یافته به آزادسازی انرژی و کاهش کشش سطحی کمک کند.
استفاده از گاز خنثی مثل آرگون باعث کاهش اکسیداسیون خواهد شد، زیرا فرایند برش و افزایش دما تا نقطه ذوب قطعه بر عهده پرتو لیزر است. از آنجایی که فشار گاز خنثی نسبت به گازهای فعال مثل اکسیژن زیادتر است، در برشکاری از آنها بیشتر استفاده میکنند.
انواع برش ورق با لیزر
روشهای مختلفی برای برشکاری ورقها وجود دارد که عبارتند از:
- مدل تبخیر
- مدل ذوب و دمش
- شکست کنترلی
- برش سرد
در ادامه هر یک از موارد فوق را بررسی خواهیم کرد.
1. مدل تبخیر
پرتو لیزر بسته به جنس قطعه مورد نظر و تا نقطه ذوب گرم میشود تا زمانی که یک حفره در روی ورق ایجاد شود. بازتاب مداوم و پشت سر هم لیزر به قطعه باعث ایجاد حفره میشود که در این حین پس از گرم شدن قطعه تبخیر انجام میگیرد.
در این سبک لیزر گرمای نهانی که قابل مشاهده نیست را فراهم میکند تا قطعه به دمای تبخیر نزدیک شود و در محل برش بخار ایجاد شده باعث جداسازی ورق شود. از آنجایی که در این حالت تصعید نیز رخ داده و یعنی قطعه جامد به بخار تبدیل میشود، کیفیت و دقت برشکاری بسیار بالا خواهد بود. اگر جنس ورق از مادههایی با هدایت حرارتی کم و همچنین گرمای تبخیری پایین باشد، برشکاری با روش تبخیر بسیار مناسب است. به عنوان مثال برای انواع پلیمر، مواد آلی و کاغذ یا پارچه این شیوه گزینه بهتری است.

2. مدل ذوب و دم
در این سبک پرتو لیزر را در امتداد خطی که قرار است برشکاری انجام شود حرکت میدهند. شدت بالای انرژی در این روش ورق فلزی را ذوب میکند که همین باعث ایجاد برش میشود. برای بریدن قطعه از نازل مخروطی و به منظور خروج گاز کمکی استفاده میشود.
فشار بالای گاز به خروج نیروی مذاب و ایجاد شیار برش کمک میکند. مواد مذاب به صورت عمودی و به شکل قطرهای خارج شده و در نهایت قطعه جدا میشود. مدل دیگری که در روش ذوب وجود دارد، دمش گاز اکسیژن است که برای مواد خاصی مثل فولاد و تیتانیوم گزینه بهتری است.
3. شکست کنترلی
مدل دیگری که در بریدن ورقهای فلزی وجود دارد، زمانی است که یک تنش مکانیکی در برخورد لیزر با قطعه ایجاد میشود که این امر باعث شکستن ماده در امتداد تابش پرتو خواهد بود. زمانی که تماس ایجاد میشود، افزایش انبساط و تنشهای کمکی به بریدن ورق کمک میکند.
در این روش به انرژی کمتری نیاز خواهد بود، زیرا لازم نیست که دمای قطعه تا نقطه ذوب و تبخیر افزایش یابد. از طرفی به دلیل سرعت بالا در برشکاری کیفیت و دقت کار بالا میرود.
4. برش سرد
برای این مدل پالسهای کوتاه با واحد پیکو ثانیه و در محدوده موج فرابنفش استفاده میشود. این سبک به شکستن انرژی پیوندهای بین مواد منجر میشود. برخورد فوتونها در محدوده فرابنفش که انرژی قابل توجهی را حمل میکنند با پیوند مواد، باعث شکستن پیوند شده و در نتیجه شیار برش در قطعه ایجاد میشود.
در برشکاری لیزر، پرتویی که به ورق تابانده میشود از طول موج گرفته تا سرعت، موقعیت کانونی، نوع نازل و سرعت جت و ترکیب گازهایی که استفاده میشود همه در نوع برش و کیفیت آن تاثیر خواهد داشت.


دیدگاه خود را ثبت کنید
میخواهید به بحث بپیوندید؟مشارکت رایگان.